

日本通關廚具產品標準內容修訂草案及質檢報告
    | 更新時間 2025-01-04 07:00:00 價格 請來電詢價 用途 銷售、出口日本通關 檢測對象 食品接觸材料制品 檢測周期 7-8 聯系電話 13760668881 聯系手機 13760668881 聯系人 鄒工 立即詢價 |

轉載“食品接觸材料科學”微信公眾號,原文《日本發布、容器和包裝規范和標準的部分修訂草案》。

2024年2月16日,日本厚生勞動省事務及食物衛生理事會食物衛生小組委員會、容器及包裝小組委員會通過線上會議發布“、容器和包裝規范和標準的部分修訂草案”,其目的在于根據正面清單的運行情況修訂“370號公告 第三章 、容器和包裝相關規格基準”,便于370號公告與正面清單配套使用。
刪.除的內容
(1)E章節: 特殊用途、容器和包裝中的規范,刪除以下四點內容
1、刪.除需要加壓加熱的食品(罐裝或瓶裝食品除外)的容器和包裝中關于強度等實驗法的要求。
2、刪.除關于軟飲料(用果汁作原料的除外)的容器和包裝的規格要求。
3、刪.除乳等容器包裝或其原材料的標準和生產方法標準。
4、刪.除銷售乳酸菌飲料的水杯銷售式自動售貨機銷售時使用的水杯和食品自動售貨機銷售食品時使用的容器的材質限制標準。
(2) 刪.除“B章節 容器和包裝一般試驗法”、“C章節 試劑、試液等”、“E章節特殊用途、容器和包裝中的規范”這三個章節中規定的實驗方法中不再需要的實驗項目。
移動和修改的內容
(1)E章節中軟飲料(原料用果汁除外)中對于可回收重復使用的透明玻璃容器包裝的規定,將其移動到“D章節 或容器包裝或這些原材料的材料分類標準”。
(2)E章節中牛乳、特質牛乳,山羊乳,改性乳,低脂乳,脫脂乳,加工乳和奶油所用的容器應為口內徑為26mm或更大的透明玻璃瓶的要求,以及調制液態奶、發酵乳、乳酸菌飲料和乳飲料所用的玻璃瓶應為透明的要求,移動到D章節。
(3)將“乳等容器包裝或這些原材料標準”中溶出試驗中對模擬液的規定移動到B 章節,并對模擬液的選擇進行修訂。
引入總溶出物要求
將總溶出物試驗代替高錳酸鉀試驗作為一般測試項目。對于合成樹脂或容器包裝,在特殊測試項目中引入高錳酸鉀消耗量,以保證現行的高錳酸鉀消耗量測試標準和蒸發殘留物測試標準不變。
修訂B和D章節食品模擬物
修訂D章節溶出標準中用于蒸發殘渣和以聚碳酸酯為主要成分的合成樹脂的雙酚A(包括和p-叔丁基)的試驗溶液的規定。
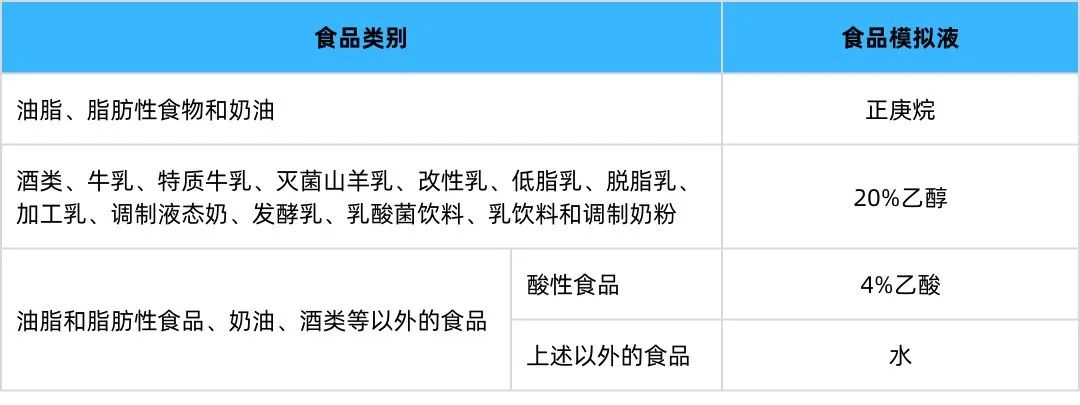
修訂B章節中關于用于總溶出物的試驗溶液的規定。規定油脂、脂肪性食品和奶油選用正庚烷作為食品模擬液;酒類、牛乳、特質牛乳,山羊乳,改性乳,低脂乳,脫脂乳,加工乳、調制液態奶、發酵乳、乳酸菌飲料、乳飲料和調制奶粉選用20%乙醇作為食品模擬液;油脂和脂肪性食品、奶油、酒類等以外的食品酸性食品采用4%,上述以外的食品采用水作為食品模擬液。
試驗方法的修訂
將D章節中部分測試方法以通知形式表示,從370號公告中刪.除這些測試方法以及相關試劑。未從告示中刪.除的測試方法,將其移動到“B章節容器和包裝一般試驗法”。
總結
自日本正式實行正面清單制度后,僅允許經過安全性評估的物質用于食品、容器和包裝。日本目前不是通過具體規定每種食品容器包裝的規格來進行風險管理,而是以正面清單制度(包括制造管理標準)+材質分類規格的管理一體化來確認安全性,即不在370號公告負.面清單中的合成樹脂,只要其使用物質在正面清單中,同時符合370號公告的一般要求,也可以安全使用。
另一方面,對于這些沒有具體規格要求的樹脂,為了規避非有意添加物帶來的風險,日本厚生勞動省準備引入總溶出物作為一般要求,若此草案正式通過,將使合成樹脂的合規管理更加清晰。
轉載“食品接觸材料科學”微信公眾號,原文《日本發布、容器和包裝規范和標準的部分修訂草案》
來源 | 國家食品接觸材料檢測重點實驗室(廣東),IQTC
作者 | 尹琴
責編 | 潘靜靜 博士
====================================
關于我們
我們杰信公司的總部實驗室是國家食品接觸材料檢測重點實驗室,是食品接觸材料及制品GB4806系列標準的制定者和參與者。我們總部實驗室可以接受企業的委托,做食品接觸材料及相關產品的檢測工作,包括但不限于食品包裝、餐具、廚具、食品加工機械、廚電產品、塑料、樹脂、橡膠、金屬、合金、紙張、紙板、玻璃、陶瓷、瓷釉、著色劑、印刷油墨等等。我們總部實驗室也可以做按日本厚生勞動省370公告做食品接觸材料及制品的檢測報告,產品報告可以用于日本通關使用。有需求的企業可以與我們聯系。
聯系人:鄒工

我們在服務
1、食品接觸材料合規與安全評估服務
1)產品全配方審核及合規性評價服務
2)產品安全風險評估服務
2、食品接觸材料相關測試
法規測試(GB 4806系列、相關行業及可降解標準等)
歐盟及其成員國法規測試
美國FDA 21 CFR和CPG法規測試
日本厚生省370公告測試(日本通關報告)
韓國法規測試(韓國通關報告)
臺灣地區法規測試
3、食品接觸材料新品種申報代理服務
新品種申報代理服務
4、食品接觸材料合規材料審核與編制服務
符合性聲明編制和審核服務
5、食品接觸材料咨詢和培訓服務
食品接觸材料法規咨詢及培訓服務
食品接觸材料檢測技術咨詢及培訓服務
==========================================================
相關資訊:
如下常見食品接觸類產品出口日本都需要做厚生省JFSL 370檢測:
餐具:碗、杯子、刀叉、勺子、壺、盤、碟、筷子、托盤、餐巾、吸管等;
廚具:刀具、鍋、鏟、盆、削皮器、燒烤架/叉等;
廚電產品:榨汁機、豆漿機、咖啡機、熱水壺、烤箱、微波爐、電飯煲、消毒柜、洗碗機、攪拌機、烤面包機、油煙機、燃氣灶、電磁爐等;
食品包材:保鮮膜、保鮮袋、保鮮盒、儲物罐、調料瓶、密封罐、桌布、紙等;
兒童用品:奶瓶、奶嘴、磨牙器、保溫杯、熱奶器、輔食料理工具等;
日本的食品包裝材料監管框架結合了《食品安全基本法》1和《食品衛生法》2法規,以及行業協會自愿建立的行業標準等。《食品衛生法》規定了一般安全標準;厚生勞動省第370號公告《食品、食品添加劑等的規范準則》3第三章對陶瓷、玻璃、搪瓷、橡膠、塑料材質等食品用具、容器和包裝提出一些更為具體的限制性要求,部分常見材質要求見下表。厚生勞動省1951年52號令4對乳及乳制品專用包裝提出特殊要求。針對現行法規系統管控的局限性,日本厚生勞動省發布了食品用、容器和包裝的正面清單草案5,只允許使用正面清單給出的物質。
日本《食品衛生法》第4條規定了食品接觸材料的定義,即食品、容器和包裝(Utensils, Containers and Packages,UCP)。食品容是指用于食品或添加劑的采集、制造、加工、烹飪、儲存、搬運、陳列、授受或攝取,且直接與食品或添加劑接觸的機械、或其他物品。食品容器和包裝是指放入或包裝食品或食品添加劑的物品,并在運送食品或食品添加劑時“按原樣”提供。
行業資訊
h—試樣原始高度,mm;h1—試樣壓縮3min后的高度,mm;h2—恢復3min后的高度,mm如果試樣為流體,即h1=h2=,P=1;若試樣為彈性體,即h2=h,P=;生膠和混煉膠為粘彈體,它們的可塑度在~1之間,數值越大表示可塑性越大。華萊氏(Wallac快速可塑度法其原理與Williams法相同,以定溫、定負荷、定時間下膠片厚度的變化表示可塑度。該法操作方便,多用于工業生產中作快速檢驗。
“LED燈泡擁有長達5,小時的使用壽命且耗電量極低,因此它在節能領域有著巨大的市場潛力,”沙伯基礎創新塑料大中華區總裁陳世祥表示:“為踐行我們對可持續性解決方案的承諾,沙伯基礎創新塑料提供特種材料產品系列來優化LED的設計與制造。值得一提的是,用于散熱片的LNPKonduit復合材料可在改善LED的亮度性能、延長其使用壽命方面發揮至關重要的作用。我們與立達信光電之間開創性的合作在實現這些環保目標方面具有里程碑式的意義。
-現有的方法在打印過程中,由于纖維的局部分叉、斷裂,容易造成纖維在腔體中堆積、堵塞,對成型過程造成影響,同時,成型軌跡中纖維呈松散、無規律的分布狀態,使得構件的承載性能受到影響。南京航天大學針對現有的熱塑性樹脂基復合材料3D打印成形時所使用的連接纖維尺寸較小,且不能對連接纖維實現有效浸漬而造成成型速度低、構件尺寸受限較大、成型件綜合性能低的問題,發明了連續纖維增強熱塑性樹脂基復合材料的3D打印方法。
V:RI技術是一種新型的復合材料低成本、高性能成型技術,近年來在領域受到廣泛的重視。V:RI技術是在真空下利用樹脂的流動、滲透實現對纖維及其織物浸漬,并在真空下固化的成型方法。該成型技術特點是成本低、產品孔隙率低、性能與熱壓罐工藝接近、適合制造大型結構等。對于大尺寸、大厚度的復合材料制作,是一種十分有效的成型方法。專家介紹說,而采用以往的復合材料成型工藝,較大的模具選材困難且成本昂貴、制造十分困難,尤其是大厚度的船舶、車、飛機等結構件。
 請聯系我們詢價
請聯系我們詢價- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
聯系方式
- 電 話:13760668881
- 銷售工程師:鄒工
- 手 機:13760668881
- 微 信:13760668881








