

塑料食品用制品出口日本檢測標準國內第三方實驗室
    | 更新時間 2024-12-28 07:00:00 價格 請來電詢價 日本標準 厚生勞動省370公告 報告用途 質量自控、出口日本通關 檢測周期 8-9工作日 聯系電話 13760668881 聯系手機 13760668881 聯系人 鄒工 立即詢價 |

詳細介紹
來源 | 國家食品接觸材料檢測重點實驗室(廣東),IQTC,原標題《日本食品接觸材料正清單重要更新,出口企業需關注!》
作者 | 尹琴、丁曉
責編 | 潘靜靜 博士
在2020年6月1日首版清單發布后,日本厚生勞動省不斷征集行業意見并發布多版草案。2023年10月4日,日本厚生勞動省更新修訂了正清單中基礎樹脂的分類和添加劑使用原則。2023年10月12日,日本厚生勞動省增補基礎樹脂的單體組合清單。
背景
根據《食品衛生法》,日本厚生勞動省引入了正面清單制度,只允許在食品、容器和包裝中使用經過安全評估過的物質。2020年4月28日,日本厚生勞動省196號告示與首版 (食品接觸用合成樹脂及其添加劑的) 正面清單共同發布,并于 2020年6月1日起實施。此后,日本厚生勞動省征集行業意見并發布多版草案。
厚生勞動省発生食 0404 第6號
2023年4月4日厚生勞動省就有關食品衛生法第18條第3項“政令規定的材質的原材料,以及包含在其中的物質”的同條第1項規格的修訂征求事務及食品衛生委員會食品衛生小組委員會的意見,2023年10月4日該委員會經過評議后將討論的結果進行了報告,主要內容為正面清單的修訂總結。
具體修訂內容總結為:
1. 根據經營者此前對實際使用情況的意見,在確認和整理一定安全性的基礎上,分別對基材(附件表1)和添加劑(附件表2)重新整理了清單。
2. 將基材名稱從原料基礎名稱改為根據聚合物特征分組的物質名稱,并將性質相似的樹脂合并為五種合成樹脂類別。此外,刪除了可使用食品種類、溫度、特別說明事項欄。由于產品經常使用多種原材料,每種產品的適當使用方法各不相同,厚生省考慮根據《食品衛生法》第52條規定,為每個企業制定一項單獨的管理規定,作為對生產或容器包裝的營業設施的衛生管理和其他公共衛生的必要措施。此外,規定基材的分子量為1000或更高,其轉移到食品中的可能性較低,即使轉移到食品中,也不會被生物吸收。
3. 添加劑從物性、實際使用情況等分為以下兩組。在第1組中,基于充分的使用經驗,在歐洲和美國進行了風險評估,或物質是聚合物,在第2組中,基于個體試驗數據,文獻信息,定量構效關系(QSAR),確認了遺傳毒性的安全性。
<組1>
● 作為食物和飲料的主要成分被攝取的物質(、容器包裝的暴露量的貢獻率低)
● 在日本作為食品添加劑被認可使用的物質(作為食品添加劑進行風險管理的物質,、容器包裝的暴露量貢獻率低)
● 在歐洲和美國被認可作為食品添加劑使用的物質(在歐洲和美國作為食品添加劑進行風險評估并進行風險管理,和容器包裝的暴露量的貢獻率較低)
● 在歐美作為合成樹脂的添加劑被認可使用的物質(在歐美已經進行了風險評估,在日本的實際使用情況與歐美沒有太大的變化)
● 添加劑中分子量為1000以上的物質(被認為轉移到食品中的可能性很低,即使轉移也不會被生物吸收)
<組2>
不屬于第1組的物料,且在日本有過使用記錄
4. 基材(附件表1)將基礎聚合物分為5大類別:

5. 添加劑(附件表2)
表2許可了827種添加劑,對允許使用的添加劑列表中列出了添加劑的序號、名稱,以及在 5 種類別聚合物中的用量限制和特定要求
6. 基材單體組合表
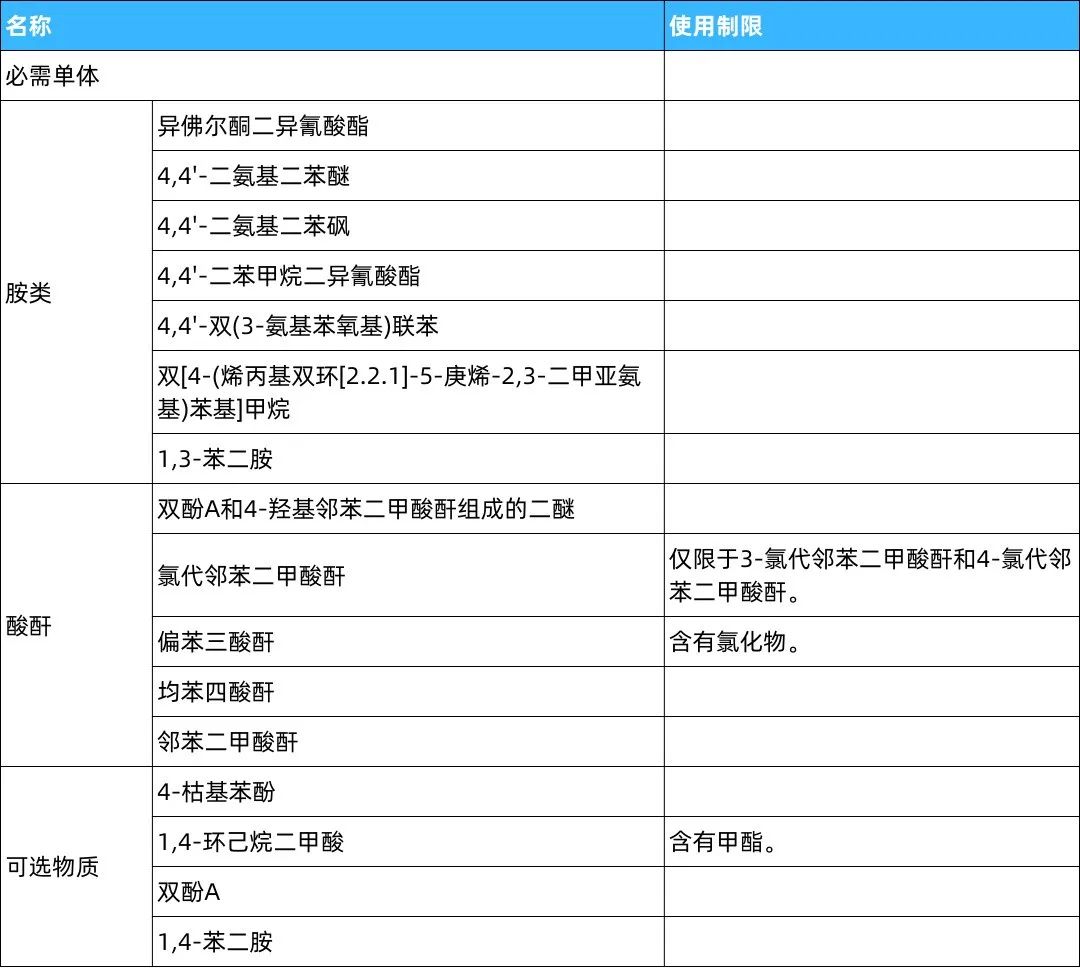
2023年10月12日,厚生勞動省補充更新了附件表1 中基材的單體組合清單,包含了21種基礎聚合物,基礎聚合物由必需單體、可選物質和必要或非必要化學處理物質構成,其中必需單體合計必須超過50%,由可選物質組成的部分分子量必須小于1000Da。
例如,以酰亞胺鍵為主的聚合物的組成要求如下:
過渡期
正面清單的實施有5年過渡期 (2020.6.1-2025.5.31) ,當5年過渡期結束 (2025.5.31) 后,相關廠商所生產、銷售的合成樹脂則必須要符合正面清單的要求。
IQTC建議
提醒相關生產和出口企業需要重點關注此正面清單,在正面清單實施后,務必保證所生產、銷售的合成樹脂都符合正面清單的要求,以免造成通關受阻。
來源 | 國家食品接觸材料檢測重點實驗室(廣東),IQTC,原標題《日本食品接觸材料正清單重要更新,出口企業需關注!》
作者 | 尹琴、丁曉
責編 | 潘靜靜 博士
——————
我們總部實驗室是國家食品接觸材料檢測重點實驗室,可以做食品接觸材料GB4806系列標準檢測,也可以做日本厚生勞動省370公告要求的食品接觸材料檢測。有需求的企業可以與我們聯系。
聯系人:鄒工

2020年日本厚生勞動省根據《食品衛生法》的部分修訂內容,在食品或食品添加劑、容器和包裝(食品接觸材料及制品)的管理中引入了正面清單制度,只允許將經過安全評估的物質用于食品接觸材料及制品,適用范圍包括合成樹脂及其所使用的添加劑(除著色劑外)。正面清單制度到2025年5月為止采用過渡措施, 2025年6月1日正式實施。
日本厚生勞動省曾于2022年4月26日發布基礎物質正面清單和添加劑正面清單修訂版草案的征求意見稿,并于2023年3?6?更新的修訂草案。
2022年12月26日,日本厚生勞動省發布了《食品、容器和包裝》正面清單修訂版本。此次更新是在4月26日發布的正面清單征求意見稿的基礎上,根據公開征集到的意見,對表1“基礎材料正面清單”中進行了整理。
日本厚生勞動省發布表示將持續對清單中物質進行意見征集和更新,包括表2“添加劑正面清單”。
IQTC提示:相關企業需要關注正面清單的修訂情況,確保生產原料在正面清單中以免影響出口。未在清單內的物質,可想厚生勞動省提出意見進行新品種申報,新物質在進入正面清單前不能用于生產與銷售。
日本負責進口食品接觸材料的監管機構為日本厚生勞動省,以及日本各食品接觸材料行業協會,如日本衛生烯烴與苯塑料協會(JHOSPA)、日本衛生PVC協會(JHPA)、日本紙業協會(JPA)和日本印刷油墨行業協會等。
日本的食品包裝材料監管框架結合了《食品安全基本法》1和《食品衛生法》2法規,以及行業協會自愿建立的行業標準等。《食品衛生法》規定了一般安全標準;厚生勞動省第370號公告《食品、食品添加劑等的規范準則》3第三章對陶瓷、玻璃、搪瓷、橡膠、塑料材質等食品用具、容器和包裝提出一些更為具體的限制性要求。
P的成型加工性能1)P的吸濕性較小,但在高溫下的水分比較敏感,成型加工時會使P分子降解,色澤變深,表面產生斑痕,故通常應進行干燥處理。P熔料有極好的流動性,因此易于成型薄壁、形狀復雜的制品,但要注意模具溢料,以及噴嘴流涎現象。P有明顯的熔點,當溫度升至熔點以上時,流動性會猛然增加,尤要引起注意。P成型加工范圍較窄,冷卻時結晶很快,加之流動性好,特別適于快速注射。P了有較大的收縮率及其收縮范圍,且在不同方向的收縮率差別較其他塑料更明顯。P對缺口、尖角的反應很敏感,在這些位置易出現應力集中,使承載能力大為下降,在受力或受沖擊時易發生破裂,因此在設計塑件時應注意這一點,所有轉角處,特別是內部轉角應盡量采用圓弧過渡。純P的伸長率可達2%,因此帶有較小凹陷的制品可以從模具上強制脫模。但用玻纖或填料填充后,其伸長率大為下降,在制品中如有凹陷就不能實施強制脫模。P模具的流道在可能的情況下以短粗為佳,以圓流道效果。
jpg模內熱切就是在塑膠模具未開模前,剪切或擠斷澆口,從而在塑膠模具開模后,實現件料分離的模具注塑自動化工藝。簡要言之,模內熱切就是塑膠件的料頭與產品的自動分離技術。模內熱切模具的優點模內熱切模具在當今世界各工業發達國家和地區均得到極為廣泛的應用。這主要因為模內熱切模具擁有如下顯著特點:1.模內澆口分離自動化,降低對人的依賴度;傳統的塑膠模具開模后產品與澆口相連,需二道工序進行人工剪切分離,模內熱切模具將澆口分離提前至開模前,消除后續工序,有利于生產自動化,降低對人的依賴。降低產品人為品質影響;在模內熱切模具成型過程中,澆口分離的自動化保證澆口分離處外觀一致性,其結果是品質一致的零件,而傳統人工分離澆口工藝無法保證澆口分離處外觀一致。因此市場上很多高品質的產品均由模內熱切模具生產。降低成型周期,提高生產穩定性模內熱切成型的自動化,避免了生產過程中無用的人為動作,而產品的全自動化機械剪切保證品質一致性,在產品大規模生產過程中較傳統的模具有著不可擬比優勢。模內熱切模具的缺點盡管與傳統模具相比,模內熱切模具有許多顯著的優點,但模具用戶亦需要了解模內熱切模具的缺點。
2評價基托樹脂性能的方法Mohsen等[18]采用電介質測量法檢查PMMA復合樹脂中的聚合物-填料間的交互作用。評價基托樹脂性能一般還用到生物學及力學性能指標[11,14],斷裂韌度(KIc)、抗彎強度(FS)、彈性模量(E)、硬度(KHN)、體外細胞毒性等都應測量。3偶聯劑的發展經濟、無毒、無刺激、多功能、性能穩定、生物降解性好的復合材料一直是口腔材料追求的目標。為此,一方面對現有并已大量使用的偶聯劑的生產工藝進行改進,降低成本,提高質量;另一方面,進一步深入研究偶聯劑結構、性能與口腔材料的關系,開發具有特殊結構和功能的新型偶聯劑,或開拓現有偶聯劑的應用新領域。
作者 | 尹琴、丁曉
責編 | 潘靜靜 博士
在2020年6月1日首版清單發布后,日本厚生勞動省不斷征集行業意見并發布多版草案。2023年10月4日,日本厚生勞動省更新修訂了正清單中基礎樹脂的分類和添加劑使用原則。2023年10月12日,日本厚生勞動省增補基礎樹脂的單體組合清單。
背景
根據《食品衛生法》,日本厚生勞動省引入了正面清單制度,只允許在食品、容器和包裝中使用經過安全評估過的物質。2020年4月28日,日本厚生勞動省196號告示與首版 (食品接觸用合成樹脂及其添加劑的) 正面清單共同發布,并于 2020年6月1日起實施。此后,日本厚生勞動省征集行業意見并發布多版草案。
厚生勞動省発生食 0404 第6號
2023年4月4日厚生勞動省就有關食品衛生法第18條第3項“政令規定的材質的原材料,以及包含在其中的物質”的同條第1項規格的修訂征求事務及食品衛生委員會食品衛生小組委員會的意見,2023年10月4日該委員會經過評議后將討論的結果進行了報告,主要內容為正面清單的修訂總結。
具體修訂內容總結為:
1. 根據經營者此前對實際使用情況的意見,在確認和整理一定安全性的基礎上,分別對基材(附件表1)和添加劑(附件表2)重新整理了清單。
2. 將基材名稱從原料基礎名稱改為根據聚合物特征分組的物質名稱,并將性質相似的樹脂合并為五種合成樹脂類別。此外,刪除了可使用食品種類、溫度、特別說明事項欄。由于產品經常使用多種原材料,每種產品的適當使用方法各不相同,厚生省考慮根據《食品衛生法》第52條規定,為每個企業制定一項單獨的管理規定,作為對生產或容器包裝的營業設施的衛生管理和其他公共衛生的必要措施。此外,規定基材的分子量為1000或更高,其轉移到食品中的可能性較低,即使轉移到食品中,也不會被生物吸收。
3. 添加劑從物性、實際使用情況等分為以下兩組。在第1組中,基于充分的使用經驗,在歐洲和美國進行了風險評估,或物質是聚合物,在第2組中,基于個體試驗數據,文獻信息,定量構效關系(QSAR),確認了遺傳毒性的安全性。
<組1>
● 作為食物和飲料的主要成分被攝取的物質(、容器包裝的暴露量的貢獻率低)
● 在日本作為食品添加劑被認可使用的物質(作為食品添加劑進行風險管理的物質,、容器包裝的暴露量貢獻率低)
● 在歐洲和美國被認可作為食品添加劑使用的物質(在歐洲和美國作為食品添加劑進行風險評估并進行風險管理,和容器包裝的暴露量的貢獻率較低)
● 在歐美作為合成樹脂的添加劑被認可使用的物質(在歐美已經進行了風險評估,在日本的實際使用情況與歐美沒有太大的變化)
● 添加劑中分子量為1000以上的物質(被認為轉移到食品中的可能性很低,即使轉移也不會被生物吸收)
<組2>
不屬于第1組的物料,且在日本有過使用記錄
4. 基材(附件表1)將基礎聚合物分為5大類別:
5. 添加劑(附件表2)
表2許可了827種添加劑,對允許使用的添加劑列表中列出了添加劑的序號、名稱,以及在 5 種類別聚合物中的用量限制和特定要求
6. 基材單體組合表
2023年10月12日,厚生勞動省補充更新了附件表1 中基材的單體組合清單,包含了21種基礎聚合物,基礎聚合物由必需單體、可選物質和必要或非必要化學處理物質構成,其中必需單體合計必須超過50%,由可選物質組成的部分分子量必須小于1000Da。
例如,以酰亞胺鍵為主的聚合物的組成要求如下:
過渡期
正面清單的實施有5年過渡期 (2020.6.1-2025.5.31) ,當5年過渡期結束 (2025.5.31) 后,相關廠商所生產、銷售的合成樹脂則必須要符合正面清單的要求。
IQTC建議
提醒相關生產和出口企業需要重點關注此正面清單,在正面清單實施后,務必保證所生產、銷售的合成樹脂都符合正面清單的要求,以免造成通關受阻。
來源 | 國家食品接觸材料檢測重點實驗室(廣東),IQTC,原標題《日本食品接觸材料正清單重要更新,出口企業需關注!》
作者 | 尹琴、丁曉
責編 | 潘靜靜 博士
——————
我們總部實驗室是國家食品接觸材料檢測重點實驗室,可以做食品接觸材料GB4806系列標準檢測,也可以做日本厚生勞動省370公告要求的食品接觸材料檢測。有需求的企業可以與我們聯系。
聯系人:鄒工
2020年日本厚生勞動省根據《食品衛生法》的部分修訂內容,在食品或食品添加劑、容器和包裝(食品接觸材料及制品)的管理中引入了正面清單制度,只允許將經過安全評估的物質用于食品接觸材料及制品,適用范圍包括合成樹脂及其所使用的添加劑(除著色劑外)。正面清單制度到2025年5月為止采用過渡措施, 2025年6月1日正式實施。
日本厚生勞動省曾于2022年4月26日發布基礎物質正面清單和添加劑正面清單修訂版草案的征求意見稿,并于2023年3?6?更新的修訂草案。
2022年12月26日,日本厚生勞動省發布了《食品、容器和包裝》正面清單修訂版本。此次更新是在4月26日發布的正面清單征求意見稿的基礎上,根據公開征集到的意見,對表1“基礎材料正面清單”中進行了整理。
日本厚生勞動省發布表示將持續對清單中物質進行意見征集和更新,包括表2“添加劑正面清單”。
IQTC提示:相關企業需要關注正面清單的修訂情況,確保生產原料在正面清單中以免影響出口。未在清單內的物質,可想厚生勞動省提出意見進行新品種申報,新物質在進入正面清單前不能用于生產與銷售。
日本負責進口食品接觸材料的監管機構為日本厚生勞動省,以及日本各食品接觸材料行業協會,如日本衛生烯烴與苯塑料協會(JHOSPA)、日本衛生PVC協會(JHPA)、日本紙業協會(JPA)和日本印刷油墨行業協會等。
日本的食品包裝材料監管框架結合了《食品安全基本法》1和《食品衛生法》2法規,以及行業協會自愿建立的行業標準等。《食品衛生法》規定了一般安全標準;厚生勞動省第370號公告《食品、食品添加劑等的規范準則》3第三章對陶瓷、玻璃、搪瓷、橡膠、塑料材質等食品用具、容器和包裝提出一些更為具體的限制性要求。
P的成型加工性能1)P的吸濕性較小,但在高溫下的水分比較敏感,成型加工時會使P分子降解,色澤變深,表面產生斑痕,故通常應進行干燥處理。P熔料有極好的流動性,因此易于成型薄壁、形狀復雜的制品,但要注意模具溢料,以及噴嘴流涎現象。P有明顯的熔點,當溫度升至熔點以上時,流動性會猛然增加,尤要引起注意。P成型加工范圍較窄,冷卻時結晶很快,加之流動性好,特別適于快速注射。P了有較大的收縮率及其收縮范圍,且在不同方向的收縮率差別較其他塑料更明顯。P對缺口、尖角的反應很敏感,在這些位置易出現應力集中,使承載能力大為下降,在受力或受沖擊時易發生破裂,因此在設計塑件時應注意這一點,所有轉角處,特別是內部轉角應盡量采用圓弧過渡。純P的伸長率可達2%,因此帶有較小凹陷的制品可以從模具上強制脫模。但用玻纖或填料填充后,其伸長率大為下降,在制品中如有凹陷就不能實施強制脫模。P模具的流道在可能的情況下以短粗為佳,以圓流道效果。
jpg模內熱切就是在塑膠模具未開模前,剪切或擠斷澆口,從而在塑膠模具開模后,實現件料分離的模具注塑自動化工藝。簡要言之,模內熱切就是塑膠件的料頭與產品的自動分離技術。模內熱切模具的優點模內熱切模具在當今世界各工業發達國家和地區均得到極為廣泛的應用。這主要因為模內熱切模具擁有如下顯著特點:1.模內澆口分離自動化,降低對人的依賴度;傳統的塑膠模具開模后產品與澆口相連,需二道工序進行人工剪切分離,模內熱切模具將澆口分離提前至開模前,消除后續工序,有利于生產自動化,降低對人的依賴。降低產品人為品質影響;在模內熱切模具成型過程中,澆口分離的自動化保證澆口分離處外觀一致性,其結果是品質一致的零件,而傳統人工分離澆口工藝無法保證澆口分離處外觀一致。因此市場上很多高品質的產品均由模內熱切模具生產。降低成型周期,提高生產穩定性模內熱切成型的自動化,避免了生產過程中無用的人為動作,而產品的全自動化機械剪切保證品質一致性,在產品大規模生產過程中較傳統的模具有著不可擬比優勢。模內熱切模具的缺點盡管與傳統模具相比,模內熱切模具有許多顯著的優點,但模具用戶亦需要了解模內熱切模具的缺點。
2評價基托樹脂性能的方法Mohsen等[18]采用電介質測量法檢查PMMA復合樹脂中的聚合物-填料間的交互作用。評價基托樹脂性能一般還用到生物學及力學性能指標[11,14],斷裂韌度(KIc)、抗彎強度(FS)、彈性模量(E)、硬度(KHN)、體外細胞毒性等都應測量。3偶聯劑的發展經濟、無毒、無刺激、多功能、性能穩定、生物降解性好的復合材料一直是口腔材料追求的目標。為此,一方面對現有并已大量使用的偶聯劑的生產工藝進行改進,降低成本,提高質量;另一方面,進一步深入研究偶聯劑結構、性能與口腔材料的關系,開發具有特殊結構和功能的新型偶聯劑,或開拓現有偶聯劑的應用新領域。
相關產品
 請聯系我們詢價
請聯系我們詢價- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
- 請聯系我們詢價
產品分類
聯系方式
- 電 話:13760668881
- 銷售工程師:鄒工
- 手 機:13760668881
- 微 信:13760668881








